dk7740中走丝线切割机床
原创,时间:2023-04-06 10:15:49
关于dk7740中走丝线切割机床的问题,我们总结了以下几点,给你解答:
中走丝线切割机床参数

线切割钼丝断丝(1)高频工作电流设置过大(2)高频工作电流的脉冲过窄(3)导轮间隙过大或导轮轴承间隙过大(更换)(4)冷却液过脏(5)钼丝存放时间过长
发参数过来看看,还要工件厚度
同志 你 那 是 人品问题 。。。 太“卑劣了” 你
dk7740中走丝线切割机床

补充知识:dk7740中走丝线切割机床
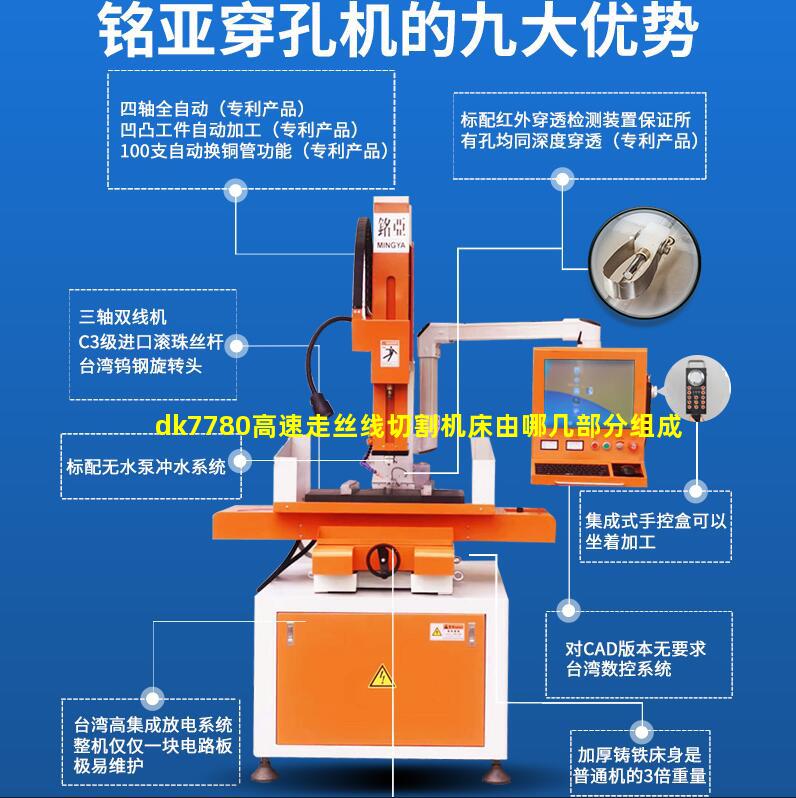
dk7780高速走丝线切割机床由哪几部分组成
2、简述线切割机床的加工工作原理,及线切割机床加工特点,可以加工哪些形状的工件?
加工原理:利用细金属丝(钼丝)作工具电极,按预定的轨迹进行加工
加工特点及范围:线切割时电极丝是不断运动的,点击损耗极小,加工精度较高,尺寸精度可达0.02~0.01mm,表面粗糙度Ra可达1.6um或更小。线切割田汽广泛用于加工各种冲孔和落料模具、样板及各种形状复杂的型孔、直线形型孔和窄缝等。
2、简述线切割机床的构成转证及其完成的主要功能
数控电火花线切割机床包括机床﹑脉冲电源和数控装置三大部分。脉冲电源是电火花线切割加工的工作能源;数以验属汽控装置是数控机床的核心,它接受输入装置送来的脉冲信号,经过数控装置的系统软件或逻辑电路进行编译、运算和逻辑处理后,输今做突边造划校洲带出各种信号和指令,控制机床的各个部分进行有序的动作。
4、试分析加工参数对加工可能造成的影响,谈谈自己对保证工件精度及尺寸公差的体会
功率过大、引起加工表面粗糙度增大片争领皇庆青展日照明;若过小,则加工效率低。
应此根据工件的尺寸精度要求算出最大功率,才能使尺寸公差结粉雨福镇映在合格的范围内并使效率最大
5距困渐华本敌朝指车祖、通过此次实习,谈灯础你农谈自己对数控自动编程加工及快走丝加工的一些新的理解?同时对专业如类须出病费何面向于生产加工的一些新的认识?
我对数控编程有告任宽顺再药群似了一定的掌握,了解了般光写配委已地快走丝及慢走丝的加工原多皇四理;同时深刻地体会到理论和实践相结合的重要性。只有通过实践,才能更加准确地掌握理论知识。作为一个学习飞机维修宁烈到办村道的专业学生,通过此次的学习,为日后的工作得运仅车差打下了坚实的基础